The Deceptive Nature of Vinegar: Why This Organic Weakling Targets Steel
People look at acetic acid—the primary component of household vinegar—and assume it is a lightweight chemical. It lacks the immediate, terrifying reputation of hydrochloric or hydrofluoric acids. Yet, in industrial manufacturing, this organic molecule behaves with a subtle malice that catches maintenance teams flat-footed. We are talking about a substance that exhibits a dual nature; it functions both as a weak acid in terms of dissociation and as a highly aggressive solvent capable of stripping away protective surfaces.
The Passive Layer Mirage
The thing is, stainless steel does not actually resist corrosion because it is inherently inert. It survives by maintaining a microscopic, self-healing chromium oxide film. This layer requires oxygen to regenerate. When you introduce a concentrated organic acid, it begins to actively disrupt this equilibrium. But it gets worse. Acetic acid is an excellent chelating agent, meaning it loves to grab onto metal ions and pull them into solution, effectively eating the steel from the inside out while leaving no visible rust on the surface. That changes everything when you are calculating the lifespan of a multi-million dollar reactor vessel.
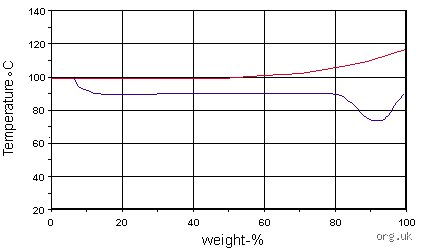
Why Concentration Curves Defy Common Sense
Most folks expect a linear relationship where higher concentration equals faster destruction. But we're far from it here. Pure, glacial acetic acid is actually less corrosive to certain alloys at room temperature than a 50% aqueous solution. Why? Because the presence of water facilitates the ionization of the acid, providing the hydrogen ions necessary to drive the cathodic reduction reaction. It is the mid-range dilutions—the ones people don't think about this enough—that often cause the most erratic, unpredictable pitting behavior in standard process piping.
Decoding the Metallurgy: Grade 304 Versus Grade 316 in Acidic Environments
When you look at the standard specifying manuals, Grade 304 stainless steel and Grade 316 stainless steel look remarkably similar on paper. They share a baseline of chromium and nickel. Yet, when exposed to a stream of ambient temperature ethanoic acid, their paths diverge completely. The difference lies in a tiny fraction of a single alloying element, a nuance that dictates whether a facility operates smoothly for twenty years or shuts down for emergency repairs after six months.
The Molybdenum Savior
Grade 316 contains roughly 2% to 3% molybdenum by weight. This addition is not just a minor upgrade—it fundamentally alters the alloy's resistance to localized attack. Molybdenum stabilizes the passive film against the aggressive acetate ions that seek to penetrate the microscopic grain boundaries. If you are handling a 10% acetic acid solution at room temperature, 304 will usually suffice with a corrosion rate under 0.1 mm per year. But what happens when the ambient temperature spikes during a Texas summer heatwave? Suddenly, that 304 boundaries dissolve, while the molybdenum-bearing 316 keeps the structural integrity intact.
The Catastrophic Threshold of Temperature Spikes
Temperature is the absolute killer in these systems. Once your process fluid crosses the 60 degrees Celsius threshold, 304 stainless steel becomes effectively useless for anything beyond trace concentrations. At boiling points, even standard 316 begins to struggle significantly. Experts disagree on the exact tipping point because subtle impurities in the stream can shift the critical pitting temperature by several degrees, making real-world application a bit of a gamble. Honestly, it's unclear why some batches survive slightly longer, but relying on luck in a chemical plant is a fast track to an environmental incident report.
Sensitization and the Intergranular Threat
Where it gets tricky is during the welding process. When these steels are heated between 425 and 850 degrees Celsius, chromium carbides precipitate along the grain boundaries. This leaves the adjacent zones depleted of chromium, dropping the local concentration below the 12% threshold needed for passivity. When the acetic acid stream hits these vulnerable zones—often referred to as weld decay—it eats through the joint with terrifying speed. To combat this, you must specify low-carbon variants like 316L stainless steel, which restricts carbon content to a maximum of 0.03% to prevent carbide formation altogether.
The Hidden Accelerator: How Oxygen and Impurities Dictate Alloy Survival
We rarely encounter chemically pure substances outside of a laboratory. In the wild world of industrial refining, your acid stream is bound to carry passengers. These secondary compounds completely rewrite the rules of metallurgical engagement, turning a predictable environment into a chaotic, corrosive soup.
The Oxygen Paradigm Shift
Unlike mineral acids where oxygen accelerates attack, the corrosion of stainless steel in organic acids is heavily dependent on aeration. Because oxygen is necessary to maintain that vital chromium oxide film, a completely deaerated acetic acid solution can actually be more aggressive to 316 stainless steel than one exposed to the atmosphere. Except that if you introduce too much oxygen alongside specific catalysts, you might trigger alternative degradation pathways. It is a razor-thin tightrope that process engineers must walk daily.
The Lethal Catalyst: Chloride Contamination
But the issue remains that even a tiny trace of chloride ions—say, from a brackish cooling water leak or a low-grade chemical feedstock—will utterly destroy the resistance of standard austenitic steels. Let us say you have a pristine 316L column operating perfectly at 80 degrees Celsius. If just 50 parts per million of chlorides enter the mix, the combination creates a synergistic destruction mechanism. The chlorides puncture the passive film, and the acetic acid prevents it from reforming, which explains why stress corrosion cracking can cause a catastrophic wall rupture without warning.
When Austenitic Steels Fail: Evaluating Duplex and High-Alloy Alternatives
When the limits of the 300-series are breached—typically at high temperatures or extreme concentrations—you have to abandon the conventional options. Continuing to specify thicker walls of standard steel is a fool's errand. You need a completely different crystalline structure to withstand the chemical assault.
The Duplex Compromise
Enter Duplex 2205 stainless steel, a ferritic-austenitic hybrid that boasts roughly 22% chromium and a highly optimized blend of nickel and molybdenum. This dual-phase microstructure yields a material that possesses twice the mechanical strength of standard austenitic grades, but more importantly, it provides a massive leap in resistance to organic acid corrosion. In solutions where boiling acetic acid causes severe uniform thinning in 316L, Duplex 2205 maintains a negligible corrosion rate. Hence, it has become the standard choice for complex distillation columns in modern chemical complexes.
Super-Austenitics and the Financial Reality
If Duplex is not enough, you are forced into the realm of exotic super-austenitic alloys like Alloy 20 or 6-Moly steels, which contain up to 38% nickel and significant copper additions. These materials are virtually immune to the chelation effects of hot acetate streams. As a result: the upfront capital expenditure skyrockets dramatically, sometimes costing five times more than standard grades. You must weigh the pain of that initial invoice against the ongoing nightmare of repeated downtime and maintenance labor. In short, metallurgy is always a battle between the accounting department and the laws of thermodynamics.
Common mistakes and misconceptions about alloy durability
The myth of universal stainless steel immunity
You probably think stainless steel is an indestructible shield against any chemical assault. It is not. Many procurement managers assume that ordering generic 304-grade material guarantees complete protection against organic acids. The problem is that acetic acid behaves like a chemical chameleon depending on its concentration and thermal energy. While 304 stainless steel handles ambient vinegar perfectly fine, it fails spectacularly when encountering hot, glacial streams. Believing all grades are created equal in the face of this specific chemical is a fast track to catastrophic pitting. Let's be clear: assuming a metal is immune just because it has "stainless" in its name will ruin your industrial piping.
Ignoring the hidden threat of aeration and impurities
Another frequent blunder involves evaluating the liquid in a vacuum while ignoring atmospheric variables. Did you know that oxygen levels radically alter how passivation layers reform? Oxygen starvation in tight crevices prevents the chromium oxide film from healing itself after an acid attack. Furthermore, industrial processes rarely utilize pure chemicals. The presence of even 5 ppm of chlorides within the stream completely destroys the material's defense mechanism, accelerating localized stress corrosion cracking. As a result: an alloy that theoretically boasts high resistance suddenly disintegrates because a minor impurity was dismissed as trivial.
The dangerous confusion between temperature and concentration
Why do engineers routinely mix up the impacts of thermal energy and chemical volume? They mistakenly believe a 70% concentration at room temperature is harsher than a 20% solution bubbling near its boiling point. But heat acts as a massive kinetic multiplier for hydrogen ion activity. It aggressively breaches the metal's passive surface. Is stainless steel resistant to acetic acid when the system operates under extreme thermal stress? No, it usually requires a costly upgrade to high-alloy alternatives.
The impact of oxygenation and stress-relief annealing
How oxygen levels dictate passivation survival
The secret life of the passive film relies heavily on the ambient environment within your distillation columns or storage vessels. Stainless steel does not actually resist corrosion due to its bulk chemistry, but rather because of a microscopic, self-healing oxide layer. This boundary layer requires continuous, albeit minuscule, access to oxidizers to maintain its integrity. When handling deaerated, highly concentrated organic acids, the alloy loses its ability to regenerate this shield. The issue remains that design engineers frequently specify hermetically sealed, stagnant systems without realizing they are suffocating the metal's primary defense mechanism. If you strip away the dissolved oxygen, you actively invite rapid uniform attack.
The critical role of post-weld heat treatment
Let's pivot to fabrication realities because raw sheets of metal are rarely used without being cut, bent, and welded. Welding introduces massive localized thermal gradients, which trigger chromium carbide precipitation along the grain boundaries. This phenomenon, colloquially termed sensitization, leaves adjacent zones starved of the very element that prevents oxidation. If you fail to mandate solution annealing at roughly 1050°C followed by rapid quenching, the heat-affected zones will suffer severe intergranular corrosion when exposed to chemical streams. Except that many shops skip this tedious process to save a few pennies, ensuring their installations fail prematurely. You must look beyond standard material datasheets and scrutinize the actual fabrication history of your components.
Frequently Asked Questions
Does 316 stainless steel withstand glacial acetic acid at boiling temperatures?
Absolutely not, as pure glacial solutions at their boiling point of 118°C represent an incredibly aggressive environment that overwhelms standard austenitic alloys. Empirical testing shows that 316-grade suffers an unacceptable corrosion rate exceeding 1.2 millimeters per year under these severe reflux conditions. For such volatile environments, industrial chemical processors must utilize more robust materials like Duplex 2205 or even Alloy 20 to prevent rapid wall thinning. It is a common misconception that the molybdenum content in 316 provides an infinite safety margin against hot, undiluted organic acids. Consequently, implementing standard marine-grade steel in a boiling distillation unit will result in a rapid, costly system shutdown within months.
How does the presence of formic acid contaminants alter material lifespan?
The introduction of even minor formic acid fractions drastically intensifies the aggressiveness of the solution, rendering typical selection charts useless. Formic acid possesses a significantly higher dissociation constant than its counterpart, which means it liberates a greater density of corrosive hydrogen ions into the mixture. When a process stream contains a blend of 80% ethanoic acid and merely 2% formic acid, the synergistic degradation rate increases threefold on unalloyed 304 surfaces. Which explains why chemical plants processing biomass or wood pyrolysis distillates cannot rely on baseline estimations for pure substances. To secure an acceptable operational lifespan, upgrading to high-nickel formulations becomes an unavoidable operational reality.
Can cold working make stainless steel more vulnerable to acid attack?
Yes, mechanical deformation alter the underlying crystalline matrix of the metal, turning stable austenite into deformation-induced martensite. This altered metallurgical phase exhibits significantly lower resistance to chemical dissolution and acts as a preferential site for localized micro-galvanic cells. When you bend, stamp, or aggressively thread pipes without subsequent stress-relief treatment, those specific zones become prime targets for accelerated pitting. The mechanical stress stored within the lattice lowers the activation energy required for the acid to breach the chromium barrier. In short, a perfectly selected alloy can still fail miserably if your shop floor handles the material too roughly during fabrication.
A definitive verdict on alloy selection in organic acid environments
Choosing the right metal for corrosive chemical service is never a matter of simple binary guesswork. Let's abandon the naive notion that any standard alloy provides a blanket guarantee of industrial longevity. If you are operating at ambient temperatures with standard commercial vinegar, basic 304-grade will serve you loyally for decades. However, once you cross into high concentrations and elevated thermal zones, you must pivot aggressively toward molybdenum-bearing alloys or duplex configurations to avoid disaster. We must recognize that specifying materials based solely on upfront component costs is a recipe for catastrophic operational failure. Is stainless steel resistant to acetic acid? Yes, but only when you carefully match the specific metallurgical grade to the precise thermodynamic realities of your chemical process.