The Counterintuitive Chemistry of Highly Concentrated Sulfuric Acid
Understanding the Anomaly of 98% Concentration
Most people look at a bottle of acid and think the more concentrated it is, the faster it eats through everything. We are conditioned by high school chemistry to think this way. With sulfuric acid ($H_2SO_4$), that logic fails completely. At low concentrations, say 10% to 50%, the acid is fully ionized, swimming with aggressive hydrogen ions that attack carbon steel with terrifying speed. But when you push the concentration up to 98% by weight, a fundamental shift occurs. There is almost no free water left in the matrix. Because the water molecules are scarce, the acid cannot dissociate effectively, meaning the actual hydrogen ion activity drops significantly. Instead of acting as a typical reducing acid, it becomes a powerful oxidizing agent. I have watched rookie engineers stare in disbelief at corrosion charts showing carbon steel surviving in 98% acid while failing miserably in a 70% mix, but the data does not lie.
The Protective Iron Sulfate Passivation Layer
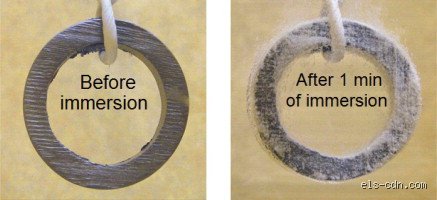
So, what actually stops the tank from dissolving into a puddle of green sludge? The answer is a naturally occurring, microscopic barrier. When 98% sulfuric acid first hits clean carbon steel (typically standard grades like ASTM A516 Grade 70 for vessels or ASTM A106 Grade B for piping), a rapid initial reaction occurs. The acid reacts with the iron to form a thin, tenacious layer of anhydrous iron sulfate ($FeSO_4$). Where it gets tricky is that this passivation layer is not like the chromium oxide on stainless steel; it is thick, mechanically weak, and highly soluble in water or weaker acid. It relies entirely on the stagnant, anhydrous environment of the 98% acid to remain stable. Think of it like a delicate layer of indoor frost that stays solid only because the room happens to be freezing. If the environment shifts, even slightly, the frost melts, and the underlying metal is exposed to raw chemical aggression.
The Critical Operating Windows of Temperature and Velocity
The Ruin of High Temperatures
Temperature is the absolute killer of carbon steel in this application. While a storage tank sitting in a terminal in Rotterdam or Houston might handle 98% acid perfectly well at 25°C (77°F), the corrosion rate curve goes vertical once you pass a certain threshold. Industry standards, specifically the guidelines established by MTI (Materials Technology Institute), state that the reliable upper limit for carbon steel in this service is generally 50°C (122°F). Above this point, the solubility of the iron sulfate film increases exponentially. A pipeline that experiences a modest temperature excursion to 65°C can see its corrosion rate jump from a manageable 0.1 mm/year to a disastrous 1.5 mm/year or more within hours. And because process plants are dynamic environments, localized hot spots—such as those found near dilution zones where water inadvertently meets acid—can destroy a pipe wall before the control room operators even notice a temperature spike on their monitors.
Velocity Limits and the Threat of Erosion-Corrosion
Fluid dynamics dictate whether your piping network survives or fails. Because the iron sulfate film is mechanically fragile, it cannot withstand high shear stresses. If the velocity of the 98% sulfuric acid is too high, the moving liquid simply scrubs the protective layer off the wall. The acid then reacts with the fresh steel to build a new layer, which is immediately washed away again. This continuous cycle of destruction and regeneration is known as erosion-corrosion, and it thins steel walls with terrifying efficiency. For carbon steel piping, the absolute maximum allowable velocity is usually capped at 0.6 to 0.9 meters per second (2 to 3 feet per second). Compare that to standard water lines where we routinely run fluids at 2.5 meters per second, and you realize how restricted this design space really is. This explains why lines carrying 98% acid are always surprisingly fat; engineers deliberately oversize the pipe diameters to force the velocity down into the safe zone.
The Hidden Trap of Turbulent Zones
But looking at nominal velocity across a straight run of pipe tells only half the story. The real danger lurks where the fluid changes direction or experiences turbulence. Every elbow, tee, valve body, and reducer is a high-risk zone where localized velocities can double or triple. At a standard 90-degree elbow, the fluid slams into the outer wall, generating turbulent eddies that rip the $FeSO_4$ film away. This results in localized pitting and wall thinning that is incredibly difficult to detect without specialized ultrasonic testing. Some plants try to mitigate this by using heavy-wall schedules—like Schedule 80 or even Schedule 160—for fittings, or by installing long-radius bends instead of short elbows, yet the issue remains that carbon steel is fundamentally unsuited for high-turbulence zones regardless of how thick you make the wall.
Real-World Failures and the Hydrogen Bulging Phenomenon
The Mechanism of Hydrogen Evolution
Even when your carbon steel vessel is passivated and operating within safe temperature limits, a slow, baseline corrosion reaction still takes place. This reaction generates atomic hydrogen as a byproduct. Now, people don't think about this enough: atomic hydrogen ($H$) is small enough to slip right through the crystalline lattice of the steel. As these individual hydrogen atoms migrate through the metal wall, they eventually encounter internal microscopic voids, laminations, or slag inclusions that are naturally present in commercial carbon steel plates. Once inside these tiny pockets, the atoms combine to form molecular hydrogen gas ($H_2$). Because the molecular gas is too large to escape the steel lattice, it becomes trapped. The pressure builds up inside these microscopic pockets to astronomical levels—sometimes exceeding thousands of atmospheres—literally tearing the steel apart from the inside out.
The 2012 Louisiana Refinery Incident
This is not just theoretical academic babble. Look at the historical record, specifically the catastrophic failure at a major refinery in Louisiana back in November 2012. An old carbon steel storage tank containing 98% sulfuric acid suffered a sudden, structural rupture near its base, releasing thousands of gallons of hazardous material into the containment dike. The post-incident forensic analysis revealed extensive hydrogen blistering and stepwise cracking throughout the lower shell plates. The tank had been in service for over two decades, seemingly operating within acceptable parameters, but the relentless, invisible accumulation of hydrogen gas inside the steel defects eventually compromised the material's structural integrity. It proved that time is an independent variable; a carbon steel asset that appears perfectly fine during an inspection today might be structurally hollowed out by hydrogen damage tomorrow.
Material Comparisons and the Economics of Risk
Carbon Steel Versus Austenitic Stainless Steel
When you pit carbon steel against stainless steels like 304L or 316L, the engineering trade-offs become stark. Stainless steel relies on a chromium oxide layer which is far more robust than the iron sulfate film of carbon steel, allowing for much higher fluid velocities—often up to 3 meters per second. Yet, stainless steels have their own achilles heel in 98% sulfuric acid. At ambient temperatures, conventional 304L actually exhibits a higher corrosion rate than carbon steel because the oxidizing nature of the acid can sometimes over-passivate or unstable the chromium layer depending on exact iron concentrations. Furthermore, the raw material cost of stainless steel is roughly three to four times higher than carbon steel. For a massive storage tank holding 5,000 tons of acid, choosing stainless steel can add millions to the capital expenditure, which explains why project managers fight so hard to keep carbon steel in the design scope.
High-Silicon Stainless Alloys and Exotic Alternatives
For areas where carbon steel simply cannot survive, specialized alloys step in. Materials like SXM Alloy or Alloy 20, alongside high-silicon stainless steels (such as L भी 5% to 6% silicon variants), offer near-impervious resistance to 98% acid across a much wider temperature and velocity spectrum. The silicon forms a highly adherent, glass-like silicon dioxide barrier that laughs at high velocities. But these materials are premium items, often requiring specialized welding procedures and long procurement lead times. In short, the industry operates on a tiered system: use carbon steel for the massive, stagnant volumes where it is cheap and effective, and reserve the exotic, expensive alloys for the nozzles, pumps, and high-velocity piping loops where carbon steel would be eaten alive in a matter of weeks.