The Chemistry of Disappearance: What Is Peracetic Acid Exactly?
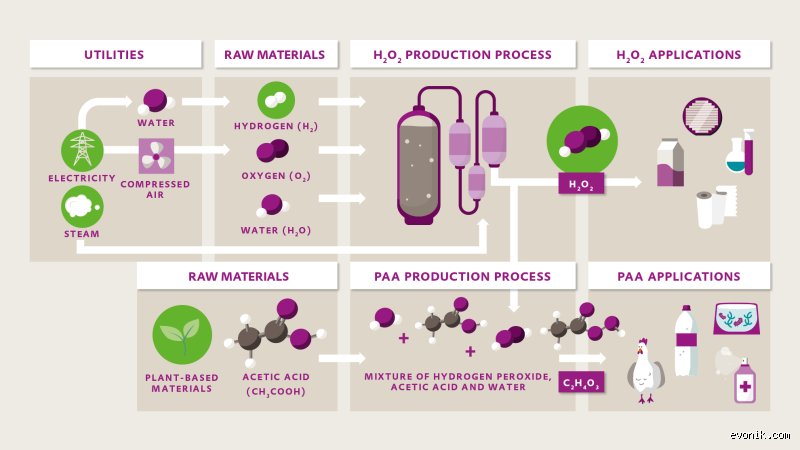
We often talk about sanitizers as if they are static liquids sitting in a drum, but peracetic acid—frequently abbreviated as PAA—is a restless, high-energy equilibrium mixture. It is produced by reacting hydrogen peroxide with acetic acid (basically concentrated vinegar) in the presence of a catalyst. The result is a pungent, colorless liquid with an oxidizing potential that makes bleach look lazy by comparison. People don't think about this enough, but the very thing that makes it a lethal antimicrobial is exactly what ensures it leaves no trace. It is essentially an "on-demand" destroyer that burns through cellular walls and then, having spent its energy, simply falls apart into its original components.
The Equilibrium Dance of Hydrogen Peroxide and Vinegar
The chemical formula, $CH_{3}CO_{3}H$, tells a story of instability. Because it is an organic peroxide, the oxygen-oxygen bond is incredibly fragile, which explains why it is such an effective biocide even at temperatures as low as 4°C. I have seen facilities try to treat it like a standard detergent, but that is a mistake because PAA doesn't just sit there; it is constantly reacting with the atmosphere and organic loads. When you apply it to a stainless steel conveyor belt in a poultry plant, the PAA molecule gives up an oxygen atom to oxidize the proteins and lipids of any stray bacteria. What remains? Just a tiny amount of acetic acid—which, let’s be honest, is just the smell of a salad dressing—and some water. This lack of persistent toxicity is why the FDA cleared it for direct food contact under 21 CFR 173.315 back in the early 2000s.
A Volatile Soul in a Liquid Body
But here is where it gets tricky. While the "no residue" claim holds up in a laboratory, the real world is messy. In industrial settings, the acetic acid byproduct might technically be a "residue" if you are working in ultra-sensitive semiconductor manufacturing or high-end pharmaceutical cleanrooms. Yet, for 99% of applications, we consider it residue-free because it doesn't form the toxic halogenated disinfection byproducts (DBPs) that chlorine does. It is a volatile beast. If you leave a diluted solution out in the sun, its half-life can drop to mere hours. Does peracetic acid leave residue? Not in any meaningful sense that would require a post-application rinse in most food-safe environments, which changes everything for production speed.
Technical Realities of Decomposition and Surface Interaction
The disappearance of PAA is not magic; it is a predictable sequence of thermodynamic decay that follows first-order kinetics in most aqueous environments. When we analyze the decomposition rates, we see that peracetic acid degradation is heavily influenced by pH levels and the presence of transition metals like iron or copper. If your facility uses hard water with a high mineral content, the PAA will actually break down faster, sometimes too fast to achieve the 5-log reduction you need for safety. This is a subtle irony: the cleaner your water, the longer the acid stays active, whereas "dirty" water makes the "no residue" feature happen almost instantly at the cost of efficacy.
The Role of Catalysts in the Breakdown Process
I’ve watched engineers pull their hair out over inconsistent microbial swabs despite using high PAA concentrations. The issue remains that trace metals act as catalysts for the Haber-Weiss reaction, a process where superoxide radicals and hydrogen peroxide create hydroxyl radicals. This accelerates the destruction of the PAA molecule. In a 2022 study on produce wash water, researchers found that at a neutral pH of 7.0, peracetic acid remained stable for significantly longer than at a pH of 8.5. This means that if you don't monitor your water chemistry, you might be assuming a "no residue" state when in reality you have a "no disinfection" state. It’s a fine line to walk. And because PAA is fully miscible in water, any leftover acetic acid is easily carried away by the moisture already present in the system.
Vapor Phase Transitions and Atmospheric Clearance
We're far from it being a purely liquid concern. One aspect of the "no residue" debate involves off-gassing. Because PAA has a high vapor pressure, it doesn't just stay on the surface; it moves into the air. This is why you smell that sharp, vinegar-like bite the moment you walk into a cold storage room being sanitized. In 2015, the ACGIH (American Conference of Governmental Industrial Hygienists) set a Threshold Limit Value (TLV) of 0.4 ppm as a short-term exposure limit. So, while the surface is clean and free of chemicals, the air might still hold a "residue" of sorts in gaseous form. Is it a residue if you can't touch it but can smell it? Experts disagree on the terminology, but from a food safety perspective, the surface is pristine.
Comparing PAA to Traditional Quaternary Ammonium Compounds
To truly appreciate why people are obsessed with PAA’s lack of residue, you have to look at the alternative: Quaternary Ammonium Compounds, or "Quats." If PAA is a ghost that vanishes after its work is done, Quats are like unwanted houseguests who refuse to leave. Quats are surfactants; they are designed to stick to surfaces to provide "residual activity." While that sounds good for keeping a floor clean, it is a nightmare for a brewery where even a trace amount of Quat residue can kill the head on a beer or ruin the flavor profile of a delicate lager. Peracetic acid is the preferred choice here because it offers no such interference with the final product's sensory characteristics.
The Environmental Footprint of Non-Persistent Oxidizers
The environmental impact of PAA is almost negligible compared to sodium hypochlorite (bleach). When bleach reacts with organic matter, it creates trihalomethanes (THMs), which are known carcinogens and stay in the groundwater for ages. PAA doesn't do that. It breaks down into acetic acid, which is readily biodegradable by common soil bacteria. In fact, many wastewater treatment plants actually prefer PAA because it adds a small amount of carbon (from the acetic acid) that can help fuel the denitrification process in their biological reactors. But—and there is always a "but"—if you dump a massive, undiluted slug of PAA into a septic system, you will kill the beneficial bacteria before the acid has a chance to decompose. It is all about the dose.
Rinsing Requirements and Regulatory Exemptions
Under many USDA and FDA guidelines, PAA is classified as a "no-rinse" sanitizer at specific concentrations, typically up to 500 ppm for equipment and much lower for direct contact with fruits or vegetables. This is a massive operational advantage. If you don't have to rinse, you save thousands of gallons of water a day and eliminate the risk of re-contaminating a sterile surface with "clean" rinse water that might actually harbor biofilm. It is efficient, yet it requires a level of dosing precision that many smaller operations struggle to maintain. Honestly, it's unclear why more industries haven't made the switch yet, except for the fact that PAA is more expensive per gallon than chlorine and requires specialized stainless steel or HDPE piping to prevent corrosion. You pay for the disappearance act.
Materials Compatibility and Long-Term Surface Integrity
If we are being thorough, we have to talk about what PAA does to the surface itself. Does it leave a residue? No. Does it eat the surface? Sometimes. It is a potent oxidizer, and if you use it on soft metals like brass, copper, or low-grade aluminum, you aren't leaving a chemical residue—you are creating a layer of metal oxide (rust or tarnish). This is a physical change to the substrate. I once saw a facility use a 15% PAA concentrate on galvanized steel, and within a week, the "residue" they were complaining about was actually the protective zinc coating flaking off in chunks. That's not the chemical's fault; that's a failure of materials science application. On 304 or 316-grade stainless steel, however, PAA is a dream, maintaining the passive oxide layer that keeps the steel "stainless" in the first place.
Common pitfalls and the dilution delusion
The problem is that many facility managers treat peracetic acid like a traditional quat-based sanitizer, assuming that more contact time or a higher concentration equates to a better microbial kill without any physical tax. Because the equilibrium mixture contains acetic acid and hydrogen peroxide, over-saturation can lead to localized acidification. If you saturate a stainless steel surface and fail to ensure proper airflow, the water evaporates first. This leaves behind a concentrated vinegar-like film. This isn't a permanent residue in the toxicological sense, but it creates a tacky surface that attracts dust and microscopic debris. Yet, people often mistake this environmental "gluing" for a chemical deposit from the PAA itself. Does peracetic acid leave residue in these scenarios? Technically, no, but your poor application technique just created a secondary mess.
The temperature trap and vapor pressure
We often ignore the thermodynamics of the breakdown. At 25 degrees Celsius, the half-life of PAA on a surface is relatively short, but cold-storage environments in the food industry change the kinetic landscape entirely. If you apply a 150 ppm solution in a 4 degree Celsius meat locker, the decomposition rate slows significantly. As a result: the chemical persists in a liquid state for hours. Let's be clear; if the solution hasn't fully dissociated into oxygen and water before you start the next production run, you are technically introducing an active oxidizer into your process. This isn't a residue; it is an unreacted reagent. And it happens because operators forget that chemistry isn't a constant speed. It is a variable dictated by the thermometer.
The rinse-free myth at high concentrations
Regulations often state that concentrations below 200 ppm are "no-rinse," which leads to a dangerous laziness. But what happens when a sensor fails and you pump 1000 ppm onto a conveyor belt? The issue remains that at these "shock" levels, the resultant acetic acid concentration is high enough to drop the surface pH below 4.0. This can etch certain soft metals or degrade gaskets over time. In short, the "no residue" promise is a sliding scale based on your titration accuracy. If you exceed the EPA-mandated thresholds for food contact surfaces, you must rinse, or you risk leaving a sour, pungent odor that can taint delicate flavor profiles in products like artisan cheeses or light lagers.
The electrochemical reality and the passivation bonus
Here is something your chemical salesperson probably didn't mention: peracetic acid is actually a surface-active agent that helps maintain the passive layer on stainless steel. While we obsess over whether the acid stays behind, we ignore the fact that its oxidative power actually strips away microscopic "free iron" that could cause rust. It is a cleaning paradox. Except that the very process of "cleaning" the metal creates a refreshed oxide layer. We see this most prominently in Clean-In-Place (CIP) systems where the PAA rinse acts as a final polish. It is the closest thing to a "beneficial residue" that exists in industrial hygiene, though calling it a residue is technically a misnomer.
The impact of water hardness on drying profiles
Why do some floors look streaky after a PAA wash? It is almost never the peracetic acid itself. Instead, the oxidizing action of the PAA can cause minerals in "hard" process water—specifically calcium and magnesium carbonates—to precipitate out of the solution more aggressively as the liquid film thins. You are looking at a mineral scale deposit, not a chemical film from the sanitizer. (Ironically, the acetic acid in the PAA actually helps keep these minerals in check compared to alkaline cleaners, but it isn't a magic wand). If you see white spotting, check your water softener before you blame the PAA molecule. Your water chemistry is the culprit, making the PAA a victim of circumstantial evidence.
Frequently Asked Questions
Can peracetic acid buildup occur on plastic or porous surfaces?
While PAA is an unstable molecule that breaks down into oxygen, water, and acetic acid, porous materials like certain polymers or rubbers can absorb the liquid through capillary action. Data from material compatibility studies shows that EPDM or certain plastics can see a weight gain of 0.5 percent after prolonged exposure. This isn't a surface residue but rather an interstitial absorption that might off-gas acetic acid odors for several hours. Because the chemical is "trapped" within the matrix, it evades the rapid breakdown seen on flat, non-porous stainless steel. As a result: you might smell the sanitizer long after the surface appears dry, which explains the lingering "vinegar" scent in older facilities.
Does the acetic acid byproduct pose a contamination risk?
The amount of acetic acid left behind from a standard 100 ppm to 200 ppm application is negligible, typically measured in micrograms per square centimeter. For context, a salad dressing contains about 40,000 ppm of acetic acid. Which explains why the FDA classifies PAA byproducts as generally recognized as safe (GRAS) at these residual levels. However, in high-purity pharmaceutical manufacturing, even these trace levels are scrutinized via Total Organic Carbon (TOC) testing to ensure the rinse cycle was effective. In short, for 99 percent of industries, the byproduct is a non-issue, but for the 1 percent, it requires a validated water rinse.
How does evaporation rate affect the residue-free claim?
Evaporation is the engine of the PAA breakdown, but it is a double-edged sword. If the relative humidity is above 85 percent, the water won't leave the surface, preventing the concentration and subsequent flash-off of the acetic acid component. Industry data suggests that a standard drying time of 10 to 15 minutes at 50 percent humidity is optimal for ensuring zero detectable liquid film. If the surface stays damp for over an hour, you aren't leaving a residue, but you are maintaining a corrosive environment that could eventually damage equipment. You must ensure proper ventilation to "activate" the residue-free nature of the chemistry.
A definitive stance on the PAA footprint
The industry needs to stop asking if peracetic acid leaves a residue and start asking if they are competent enough to use it. Does peracetic acid leave residue under perfect conditions? Absolutely not; it is the cleanest oxidative tool in our arsenal. But we live in a world of hard water, lazy rinsing, and freezing temperatures. Let's be clear: PAA is a ghost that only haunts your equipment if you provide the "house" for it to hide in via poor drainage or over-concentration. We must accept that while the chemistry is perfect, the application rarely is. In short, stop blaming the molecule for the streaks on your steel. If you want a truly clean finish, you have to master the evaporation phase as much as the titration phase. Any chemical residue you find is almost certainly a reflection of your own process failures, not the failure of the PAA itself.